Custom Heat Sinks: Precision Engineering for Thermal Management
Power is getting insane. Seriously, look at high-performance computing (HPC), data centers, even electric vehicle (EV) inverters—power density is absolutely soaring. But here’s the kicker: those standard, off-the-shelf heat sinks? They fold under pressure. If you’re pushing past 150W per component, you’re flirting with disaster—catastrophic failure or a dead component way too soon. That’s why we need custom heat sinks. We design these bad boys specifically for the system’s unique space limits, airflow needs, and critical thermal resistance targets (Rth). Custom work isn’t just nice to have; it’s the key to moving heat efficiently and keeping the whole system rock-solid reliable.
Defining Custom Performance Parameters
When we design a custom sink, our mission is simple: absolutely crush the total thermal resistance (Rth, total) to hit that sweet-spot operating temperature. We often lean on the guidelines from the legendary **JEDEC Standard JESD51-8** for transient measurements—it’s the industry Bible, honestly. What specs are non-negotiable? Material conductivity, how efficient the fins are, how much pressure drop we can handle, and that ultimate target $R_{th, total}$. For stuff that simply cannot fail (mission-critical applications), we often have to hit a truly tiny number: under 0.5 K/W.
| Material | Thermal Conductivity (W/mK) | Density (g/cm³) | Primary Manufacturing Method |
|---|---|---|---|
| Aluminum Alloy 6061-T6 | 160 – 180 | 2.70 | Extrusion, CNC |
| Pure Copper C11000 | 385 – 400 | 8.96 | Skiving, CNC, Brazing |
| Graphite/Carbon Composites | 300 – 1500 (Anisotropic) | 1.8 – 2.2 | Compression Molding |
Let’s be real: Copper is the thermal conductivity king, pulling off a phenomenal 390 W/mK. But if you’re building thousands of units and budget matters, aluminum 6061 wins every time. Why? It’s lightweight, surprisingly strong, and dirt-cheap to extrude. Don’t forget compliance, though. You have to verify that material. We always check against standards like **ASTM B221** to guarantee the purity and temper of the aluminum alloys are exactly what they should be.
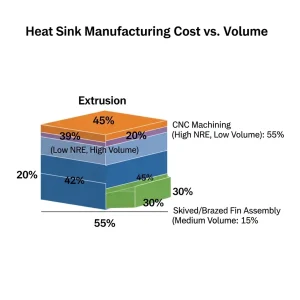
Manufacturing Processes and Tolerances
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.Deciding how to build the thing is a huge headache—it controls the complexity, the final cost, and the tolerance. Need a ton of straight fins on the cheap? Extrusion is your go-to, but it locks down your design options. If you need serious thermal performance—think pin fins or staggered arrangements—you have to step up to CNC machining. Yes, it costs more per piece, but it nails the surface flatness we absolutely need. We’re talking less than 0.02 mm variation across a 100 mm area! That precision minimizes thermal interface resistance, which is everything. And for those seriously hot, power-dense devices, vapor chamber integration is technology that is absolutely blowing up.
Validation and Compliance
Once designed, we have to beat the heat sink senseless with rigorous thermal testing under real-world operational conditions. That means checking fan performance according to **ISO 5801** standards—no shortcuts here. We also tweak the surface emissivity, usually with anodizing, to enhance radiative heat transfer. This matters big time when you rely only on natural convection to pull the heat out. Here’s the punchline from actual field tests: if that surface flatness drifts past the specified tolerance (say, 0.05 mm), your junction temperature can spike by 5°C or even higher. That’s how much poor contact resistance can cost you.



