FSW vs. Vacuum Brazing: Liquid Cold Plate Welding & Flatness Limits
In liquid cooling, a leak is a catastrophic system failure. However, thermal engineers often overlook a secondary killer during the sealing process: thermal deformation (warping).
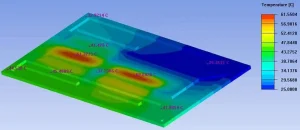
If the welding process warps the cold plate, the Thermal Interface Material (TIM) gap between the heat source and the plate increases. Even a 0.2mm bow in the base plate can destroy your theoretical heat transfer coefficient.
When specifying a custom liquid cold plate, the debate almost always comes down to two dominant sealing technologies: Vacuum Brazing vs. Friction Stir Welding (FSW). Here is the objective manufacturing breakdown, including the hidden tooling constraints your CFD software won’t tell you.
Vacuum Brazing: The Standard for High-Density Micro-Channels
Vacuum brazing involves placing the assembled aluminum cold plate into a high-vacuum furnace. A filler metal (typically an Al-Si alloy) melts and flows into the joint via capillary action, sealing the two halves.
The Engineering Reality: Because it operates in a high vacuum, no flux is required. This guarantees zero flux residue inside the fluid channels, completely eliminating the risk of internal galvanic corrosion over a 10-year lifespan.
Performance Limits:
Extreme Flatness: The entire plate is heated uniformly, keeping thermal deformation strictly under <0.1mm. This ensures perfect contact with bare-die GPUs or IGBT modules.
Pressure: A well-executed vacuum brazed cold plate withstands testing pressures exceeding 10 Bar.
The Hidden Constraint (NRE Cost): Vacuum brazing requires highly precise graphite fixtures (jigs) to hold the plates together during the melting phase. For large-format plates, the initial NRE tooling cost for these graphite fixtures can be significant.
Friction Stir Welding (FSW): The Structural Heavyweight
Friction Stir Welding (FSW) is a solid-state joining process. A high-speed rotating pin plunges into the joint, generating localized frictional heat that plasticizes the aluminum, forging the materials together seamlessly without ever melting them.
The Engineering Reality: FSW eliminates traditional welding defects like porosity and hot cracking. The weld seam retains over 90% of the base material’s mechanical strength, offering unparalleled fatigue and vibration resistance.
Performance Limits:
High-Pressure Burst: A friction stir welding cold plate is the undisputed choice for large-format, structural EV battery packs (like CTB/CTC designs), routinely passing burst pressure tests of 20 Bar.
The Hidden Constraint (Wall Thickness & Clamping): FSW requires massive downward mechanical force. You cannot use FSW on ultra-thin edge profiles; you must design thick margin walls to withstand the plunging tool. Additionally, the localized mechanical stress requires heavy clamping fixtures to prevent the aluminum plate from bowing during the weld.
Finalize Your DFM Strategy
Welding is only one phase of the cold plate lifecycle. Ensure your entire thermal architecture is aligned:
Verify your internal geometries: Cold Plate Forming & Channel Design: Hydroforming vs. Stamping
Understand material baselines: Liquid Cold Plate Manufacturing
Next step in validation:Quality Control: Helium Leak Testing & Surface Treatments
If you are unsure whether your edge margins can survive an FSW plunge, or if your micro-channels will clog during brazing, send your STEP/IGES files to our engineering team. As a specialized custom liquid cold plate manufacturer, we provide immediate DFM feedback to guarantee a leak-proof, zero-warp thermal solution.