Custom Vacuum Brazed Liquid Cold Plate
High-performance, flux-free thermal management for extreme heat flux applications.
Free Custom Design
Free Thermal Analysis
Best Price Guaranteed
24 Hours Feedback
Types of liquid cold plate manufacturing processes
Other cooling solutions
Vacuum Brazing Process & Principles

Vacuum brazing is an advanced manufacturing process used to join cold plate components, delivering higher thermal conductivity and lighter-weight solutions. In this process, a brazing alloy (filler metal) with a lower melting point than the base materials is precisely applied between the fixtured components.
Because the heating occurs within a high-temperature vacuum furnace, there is zero risk of oxidation, entirely eliminating the need for chemical flux. As the temperature rises, the melted brazing alloy fills the microscopic gaps between the components via capillary action. Upon cooling, a permanent bond is formed through atomic attraction and diffusion. The final result is a clean, monolithic structure with exceptionally strong joints.
Crucially, this uniform bonding capability allows us to engineer ultra-thin cold plate profiles, drastically reducing the overall Z-height for space-constrained, high-density applications.
Vacuum Brazing Process for Liquid Cold Plates
Vacuum brazing is a flux-free joining method. We use a filler metal with a lower melting point than the base aluminum. Under high heat, this filler melts and flows into the clearances between the machined plates via capillary action, forming a solid joint without melting the main structure.
Process Steps

Surface Prep: Ultrasonic and acid cleaning to strip machining oils and oxide films. Any residue will cause the braze to fail.
Assembly & Fixturing: The CNC-machined base, internal fins, and cover are aligned. Critical points are tack-welded so nothing shifts during heating.
Furnace Profiling: The parts enter the vacuum furnace. We control the pre-heat, braze hold time, and cooling curves. Operating in a vacuum eliminates the need for flux, meaning zero risk of internal corrosion from chemical residue.
Post-Braze Testing: Every cold plate is tested (via water pressure or helium mass spectrometry) to confirm the fluid channels are hermetically sealed.
Material Specifications
Base Metals: Typically AL3003, AL6061, or AL6063 for their thermal conductivity. Copper or stainless steel are used for specific coolant compatibility.
Filler Metals: We use Al-Si alloys (e.g., 4045, 4343) with 7-12% silicon, which drops the melting point to the eutectic ~577°C. Trace amounts of Magnesium (Mg) are added as a getter to break down stubborn aluminum oxides in the vacuum chamber.
Engineering Limits & DFM
Capabilities: Allows for highly complex internal flow channels. Because the entire assembly is heated uniformly in the furnace, thermal stress and physical deformation (warping) are kept to an absolute minimum.
Constraints: This process demands extreme CNC machining precision. If the gap between mating surfaces is too wide, capillary action fails. Additionally, engineers must note that the brazed joint itself has a slightly lower mechanical strength than the solid base metal, which must be accounted for in high-pressure loop designs.
Brazing Types
Brazing involves heating a filler metal above its melting point (but below the base metal’s melting point) to flow into the clearance between closely fitted parts via capillary action.
Vacuum Brazing (Industry Standard): The assembly is heated inside a vacuum furnace. The vacuum environment effectively strips oxide layers without the need for chemical flux. This eliminates the risk of internal flux residue and post-braze corrosion, resulting in exceptionally clean, high-strength joints.
Controlled Atmosphere Brazing (CAB): Utilizes an inert gas (such as Nitrogen) to prevent oxidation during the heating cycle.
We typically recommend vacuum brazed cold plates when standard machining or extrusion simply can’t handle your heat load within a tight space.
Core Manufacturing Workflow
A reliable vacuum-brazed cold plate requires strict adherence to a multi-stage process:
Pre-Treatment: Precision ultrasonic cleaning and acid washing are executed to remove all machining oils and oxide films. This guarantees optimal filler metal wetting.
Assembly & Tack Welding: The CNC-machined base plate, internal micro-channels/fins, and cover plates are precision-aligned. Critical joints are often tack-welded to prevent shifting before entering the furnace.
Thermal Profiling (Brazing): The assembly is placed in a vacuum furnace. The heating curve (pre-heating, brazing hold time, and cooling) is strictly controlled to ensure the filler metal melts evenly and forms a seamless metallurgical bond.
Post-Processing & Inspection: Every cold plate undergoes rigorous pressure testing and Helium mass spectrometry leak detection to ensure zero fluid bypass, followed by required surface treatments (e.g., passivation or insulation coating).
Why Choose Vacuum Brazed Cold Plates?
1.Design Freedom for Internal Channels: You aren’t limited to straight drilled holes. We can place high-density folded fins or micro-channels exactly where your system’s hotspots are. This drops your thermal resistance (Rth) while keeping the pressure drop (Delta P) manageable.
2.Zero Flux, Zero Internal Residue: Because the bonding happens in a vacuum furnace, we don’t use any chemical fluxes. The internal fluid pathways stay 100% clean. This means no leftover residue will wash out and clog your system later—which is critical for DI water loops, lasers, and medical equipment.
3.Parent-Metal Strength: The brazed joints bond at the atomic level, making the cold plate essentially one solid piece of metal. There are no elastomer seals or O-rings to age or degrade, meaning it handles high burst pressures and continuous thermal cycling without leaking.
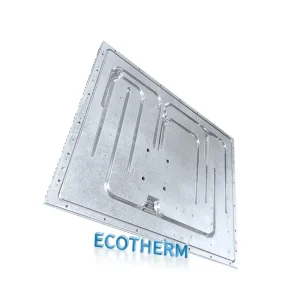
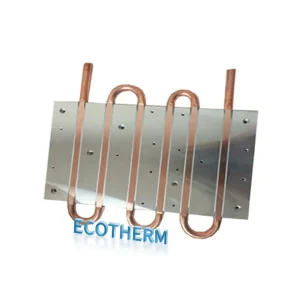
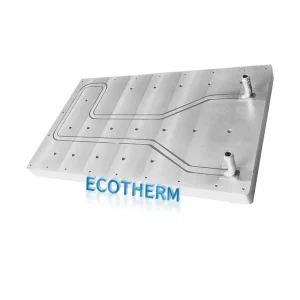
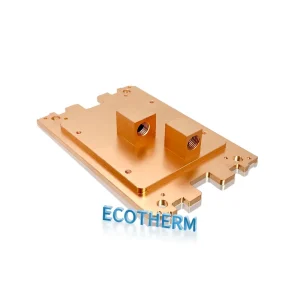
Engineering Case Studies
Custom Cold Plate Gallery
Custom designs for every unique need.




Crafting Custom
Heatsinks for Your Needs
Email: Support@ecothermgroup.com
Feel free to get in touch with us to discuss your project specifics, request quotes, or inquire about our capabilities.
Our team of experts is dedicated to delivering top-notch quality and precision in every heatsink we produce
Free 24 Hours Feedback Thermal Analysis
Focus On Customized Cooling Solutions
22 Years Experiences OEM Factory
Send Your Drawing For Evaluation
CONTACT ECOTHERM
Please contact us to get in touch with our experts. We can provide design services for your project and thermal simulation services within 24 hours.
Note: Ecotherm does not provide a standard thermal model.We focus on providing professional design and production services for your new projects