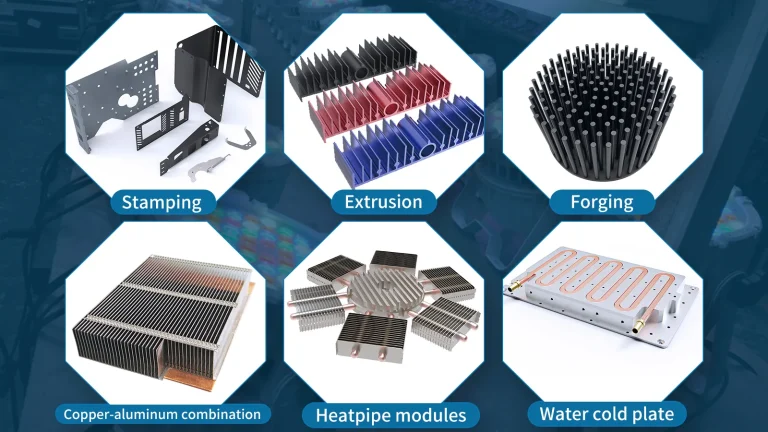
Extruded vs Cold Forged Heat Sink: Data-Based Manufacturing Guide
If you need a low-cost aluminum profile, choose an extruded heat sink. If you need compact pin fins or multi-direction airflow, choose cold forging. If you need very thin, high-density fins, consider a skived heat sink instead.
This article compares extrusion vs forging heat sink manufacturing from the perspective of thermal performance, fin geometry, tooling cost, MOQ, lead time, and application fit.

What Is an Extruded Heat Sink?
An extruded heat sink is made by pushing heated aluminum through a die to create a long profile with a fixed cross-section. After extrusion, the profile is cut to length and can be CNC machined, drilled, tapped, anodized, or assembled with other cooling parts.
Extrusion is usually the first option for standard aluminum heat sinks because it is cost-effective, repeatable, and suitable for long profiles. It works best when the fin shape is straight and the airflow direction is clear. The general extrusion process creates objects with a fixed cross-sectional profile by forcing material through a die.
| Item | Typical data / feature | Engineering meaning |
|---|---|---|
| Common material | 6063 / 6061 aluminum | Good balance of cost, weight, and machinability |
| Thermal conductivity | About 160–210 W/m·K depending on alloy | Suitable for many air-cooled electronics |
| Fin type | Straight fins | Best for one-way airflow |
| Tooling cost | Low to medium | Suitable for repeat production |
| Length | Cut to custom length | Good for long profiles |
| Secondary process | CNC, drilling, tapping, anodizing | Easy to customize after extrusion |

What Is a Cold Forged Heat Sink?
A cold forged heat sink is made by pressing aluminum or copper into a die under high pressure. The process forms the base and fins into a compact structure without making a long continuous profile like extrusion.
Cold forging is useful for pin fins, round heat sinks, radial fins, and compact shapes. Radian notes that cold forging can form plate fins, round pin fins, and elliptical fin structures, which are difficult to produce by standard extrusion.
| Item | Typical data / feature | Engineering meaning |
|---|---|---|
| Common material | Aluminum, sometimes copper | Aluminum is most common for cost and weight |
| Fin type | Pin fins, radial fins, elliptical fins | Better for multi-direction airflow |
| Structure | One-piece formed shape | Good mechanical strength |
| Tooling cost | Medium to high | Better when design is stable |
| Design flexibility | Lower after tooling | Major changes may need new tooling |
| Best use | LED, power modules, compact electronics | Good for dense fin structures |
Extrusion vs Forging: What Is the Key Manufacturing Difference?
The key difference is geometry.
Extrusion creates a continuous profile. This makes it efficient for long, straight-fin heat sinks. Cold forging compresses metal into a shaped die. This makes it better for compact 3D structures, pin-fin arrays, and radial airflow.
| Question | Extrusion | Cold forging |
|---|---|---|
| Long straight profile? | Strong fit | Not the main use |
| Pin fins or radial fins? | Limited | Strong fit |
| Low tooling cost? | Usually better | Usually higher |
| Fast repeat production? | Strong fit | Medium |
| Frequent design change? | Easier | Harder |
| Multi-direction airflow? | Limited | Better |
| Compact high-density shape? | Limited | Better |
Practical conclusion: extrusion is better for long, cost-sensitive aluminum heat sinks. Cold forging is better when geometry and airflow require pin fins or compact 3D structures.
Forging vs Extrusion Heat Sink: Data Comparison
Engineers should not choose a heat sink process only by “which cools better.” The right process depends on power, airflow, available space, quantity, and tooling budget.
| Factor | Extruded heat sink | Cold forged heat sink |
|---|---|---|
| Typical material | 6063 / 6061 aluminum | 1070 aluminum, aluminum alloy, sometimes copper |
| Fin geometry | Straight fins | Pin fins, radial fins, elliptical fins |
| Airflow direction | One-way airflow | Multi-direction airflow |
| Tooling cost | Low to medium | Medium to high |
| Unit cost | Low at volume | Higher at low volume |
| Design change cost | Lower | Higher |
| Production scalability | High | Medium to high |
| Thermal performance | Good for standard cooling | Better for compact high-surface-area designs |
| Best applications | Power supplies, inverters, LED housings, industrial electronics | LED modules, compact power modules, round heat sinks, rugged devices |
QATS describes forged heat sinks as usable in many applications, generally inexpensive to make, but also notes design and airflow management limitations. This is why the process should be selected by geometry and airflow, not only by claimed performance.
Skived vs Extruded: When Is Skiving the Better Option?
The query skived vs extruded appears because many engineers start with extrusion, then realize the fin density is not enough.
A skived heat sink is made by slicing thin fins directly from a solid aluminum or copper base. This creates an integrated fin-base structure without a bonded interface. MyHeatSinks notes that skived heat sinks can be CNC machined, surface finished, and integrated with heat pipes or vapor chambers, which makes the process useful for custom cooling projects.
| Factor | Extruded heat sink | Skived heat sink |
|---|---|---|
| Fin density | Medium | High |
| Fin thickness | Limited by extrusion die | Can be thinner |
| Material | Mainly aluminum | Aluminum or copper |
| Tooling cost | Requires extrusion die | Low tooling for custom geometry |
| Unit cost | Lower for large volume | Higher due to machining time |
| Best use | Standard profiles | High-density custom cooling |
| Typical applications | Inverters, LED, power supplies | Servers, telecom, power electronics, laser systems |
Practical conclusion: use extrusion for cost-effective standard profiles. Use skiving when you need thinner fins, higher fin density, copper material, or a custom layout that extrusion cannot produce.
Cold Forged Heat Sink vs Extruded Heat Sink: Cost, MOQ and Lead Time
For B2B buyers, the process must match the project stage. Prototype, pilot run, and mass production may require different manufacturing routes.
| Factor | Extrusion | Cold forging | Skiving |
|---|---|---|---|
| Tooling cost | Low to medium | Medium to high | Low to medium |
| Unit cost | Low at volume | Medium to high | Medium to high |
| Prototype flexibility | Medium | Low to medium | High |
| Design change cost | Lower | Higher | Lower |
| Best MOQ fit | Medium to high volume | Medium to high volume | Prototype to medium volume |
| Fin density | Medium | High for pin fins | High for straight fins |
| Material options | Mainly aluminum | Aluminum, some copper | Aluminum or copper |
| Best project stage | Stable profile production | Stable compact design | R&D, custom high-density design |
| Project condition | Recommended process |
|---|---|
| Standard long aluminum profile | Extrusion |
| Compact pin-fin heat sink | Cold forging |
| High-density straight fins | Skiving |
| Copper heat sink with thin fins | Skiving |
| Round LED heat sink | Cold forging |
| Cost-sensitive large volume | Extrusion |
| Prototype with custom geometry | Skiving or CNC |
| Multi-direction airflow | Cold forging |
| One-way forced airflow | Extrusion or skiving |
How to Choose the Right Heat Sink Manufacturing Process
Start with the thermal problem, not the process name.
Choose extrusion if the heat sink is long, straight, aluminum, and cost-sensitive.
Choose cold forging if the design needs compact pin fins, radial airflow, or a strong one-piece structure.
Choose skiving if the project needs thin, dense fins or copper heat spreading in a limited space.
Data to prepare before requesting a quote
| Required data | Example |
|---|---|
| Heat source size | 20 × 20 mm chip, 60 × 60 mm module |
| Power / TDP | 50 W, 150 W, 500 W |
| Maximum temperature | Case or junction temperature limit |
| Available space | Length, width, height |
| Airflow condition | Natural convection, fan cooling, ducted airflow |
| Material preference | Aluminum, copper, hybrid |
| Fin direction | Straight, radial, pin fin, high-density fin |
| Mounting method | Screws, clips, thermal interface pressure |
| Surface treatment | Clear anodized, black anodized, nickel plating |
| Quantity | Prototype, pilot run, mass production |
Questions engineers usually ask before choosing
| Question | Why it matters |
|---|---|
| Is the airflow one-way or multi-directional? | Decides straight fins vs pin fins |
| Is the design still changing? | Impacts tooling risk |
| Is the heat sink for prototype or mass production? | Impacts process cost |
| Does the design need copper? | Skiving may be more practical |
| Is fin density the main limitation? | Skiving may outperform extrusion |
| Is the shape round or compact? | Cold forging may fit better |
FAQ
⚙️ Heat Sink Process Selector
Find the most cost-effective manufacturing process for your thermal project.
Recommended Process:
Best for linear airflow and standard density. Extrusion offers the lowest tooling cost and is highly cost-effective for mass production.
What is the difference between extrusion and forging heat sinks?
Extrusion creates a long fixed-profile heat sink. Forging compresses metal into a compact die shape. Extrusion fits straight aluminum profiles; forging fits pin fins, radial fins, and compact 3D shapes.
Is a cold forged heat sink better than an extruded heat sink?
Not always. Cold forging is better for compact pin-fin and multi-direction airflow designs. Extrusion is usually better for long profiles, lower tooling cost, and high-volume aluminum heat sinks.
When should I choose an extruded heat sink?
Choose an extruded heat sink when your design has straight fins, one-way airflow, moderate heat load, and a cost-sensitive production target.
When should I choose a cold forged heat sink?
Choose a cold forged heat sink when you need pin fins, radial airflow, compact geometry, or a strong one-piece structure for LED, power, or industrial electronics.
What is the difference between skived vs extruded heat sinks?
Skived heat sinks can create thinner and denser fins from one metal base. Extruded heat sinks are more cost-effective for standard aluminum profiles and larger production volumes.
Which heat sink process is best for custom projects?
It depends on heat load, space, airflow, material, and quantity. For prototypes, skiving or CNC is flexible. For stable mass production, extrusion or cold forging may reduce unit cost.