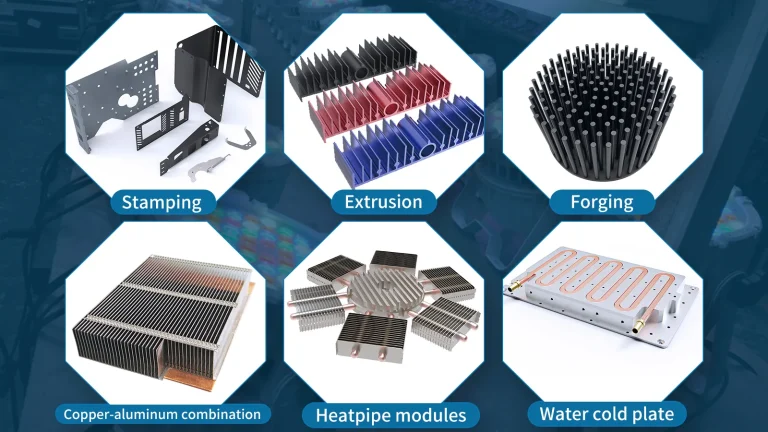
Aluminum Heatsink Extrusions: Profiles, Design Limits & Turnkey Services
Aluminum heatsink extrusions are best for cost-sensitive air cooling, straight-fin profiles, custom lengths, CNC machining, anodizing, and medium-to-high volume production. If the design needs ultra-thin fins, pin fins, or extreme heat spreading, another process may be better.

What Are Aluminum Extrusion Heat Sink Profiles?
Aluminum extrusion heat sink profiles are made by pushing heated aluminum through a steel die to form a continuous finned cross-section. The profile is then cut to length and finished with CNC machining, drilling, tapping, anodizing, or other secondary processes.
This process is suitable when the heat sink has a stable cross-section and the airflow direction is clear. It is often used for power supplies, inverters, LED lighting, telecom equipment, industrial electronics, and aluminum enclosures with cooling fins.
| Item | Typical data / feature | Engineering meaning |
|---|---|---|
| Common material | 6063 / 6061 aluminum | Balance of thermal performance, strength, and machinability |
| Thermal conductivity | About 150–210 W/m·K depending on alloy | Suitable for many air-cooled electronics |
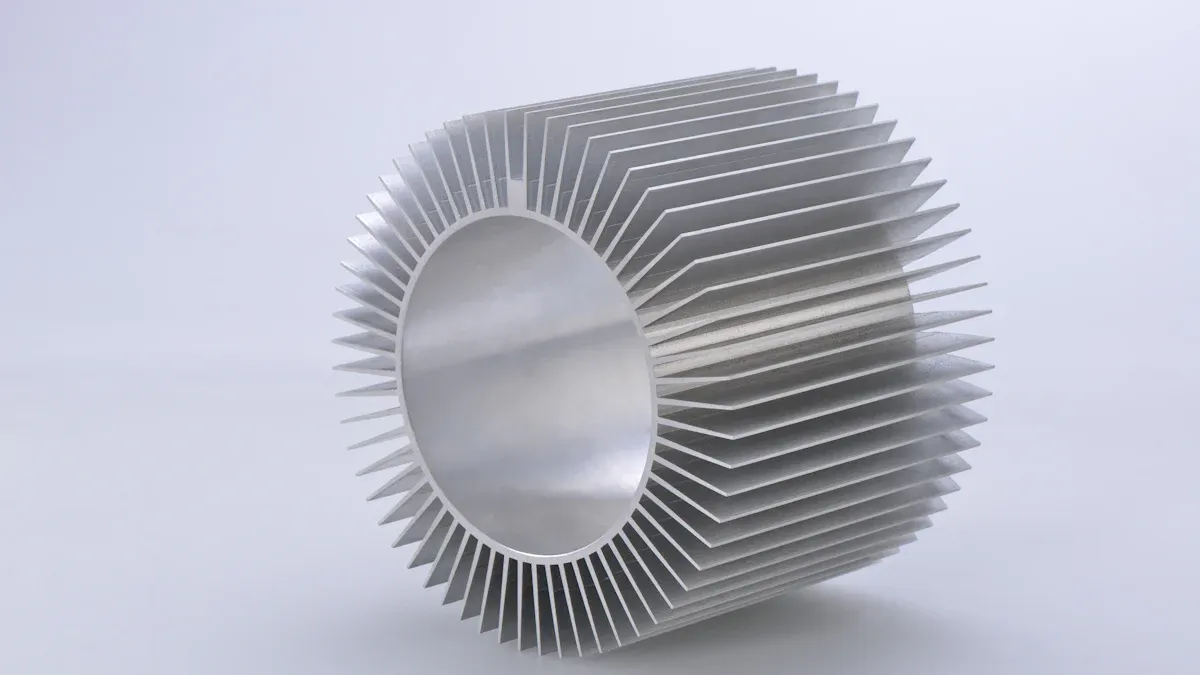
| Fin type | Straight fins, radial fins, enclosure fins | Depends on airflow and product layout |
| Profile shape | Fixed cross-section | Good for repeatable production |
| Post-processing | CNC, cutting, drilling, tapping, anodizing | Turns the raw profile into a finished part |
| Best use | Medium-to-high volume production | Lower unit cost after tooling |
Material Data: AL6063 vs AL6061 for Heat Sink Extrusions
For aluminum heatsink extrusions, alloy selection affects thermal performance, extrusion quality, surface finish, and mechanical strength. In many heat sink projects, AL6063 is the first material to evaluate because it extrudes well and has good thermal conductivity.
AL6061 is stronger, but it is usually less ideal for complex thin-fin extrusion profiles. AL1050 has higher conductivity, but it is softer and may not be suitable for every structural profile.
| Alloy | Typical thermal conductivity | Extrusion performance | Best use |
|---|---|---|---|
| AL6063 | ~200 W/m·K range | Excellent | General heat sink extrusions, LED housings, electronics cooling |
| AL6061 | ~150–170 W/m·K range | Medium | Structural parts, machined heat sinks, stronger assemblies |
| AL1050 / AL1070 | ~220–235 W/m·K range | Softer material | Simple shapes where conductivity is more important than strength |
| Copper | ~390–400 W/m·K | Not typical for extrusion heat sinks | High-power heat spreading, CNC or skived designs |
Practical rule: use AL6063 when the project needs a stable extruded profile with good surface finish. Use AL6061 when strength and CNC machining matter more than fin complexity.
Design Limits for Aluminium Extrusion Heat Sink Profiles
The spelling may be aluminum or aluminium, but the design limits are the same. Extrusion works best when the profile has a practical fin thickness, fin spacing, and aspect ratio.
If the fins are too thin or too tall, the extrusion die becomes difficult to manufacture and the profile may deform, tear, or lose dimensional consistency.
| Design factor | Typical practical range | Why it matters |
|---|---|---|
| Fin aspect ratio | Often around 10:1 to 15:1 | Higher ratios increase tooling and production risk |
| Minimum fin thickness | Commonly around 1.0 mm or above | Thin fins are harder to extrude consistently |
| Minimum fin gap | Often around 1.5–2.0 mm | Narrow gaps restrict die strength and airflow |
| Profile width | Depends on press capacity | Wider profiles need larger extrusion equipment |
| Profile length | Cut to custom length | Good for product families with different sizes |
| Straightness / flatness | Requires post-control | Important for assembly contact and machining |
Practical rule: if the design requires very thin, dense fins, a skived heat sink is usually a better process than extrusion.
Custom Aluminum Thermal Enhancements: What Can Improve Performance?
A raw extrusion is only the starting point. Many B2B projects need custom aluminum thermal enhancements after extrusion to improve fit, airflow, surface protection, or heat spreading.
These enhancements can make an extruded heat sink suitable for higher-power electronics without immediately switching to a liquid cold plate or vapor chamber design.
| Enhancement | What it does | When to use it |
|---|---|---|
| CNC machining | Adds holes, slots, steps, flat surfaces | When the heat sink must fit a PCB, module, or enclosure |
| Cross-cutting | Breaks continuous fins into sections | When airflow needs to enter from more than one direction |
| Black anodizing | Improves surface protection and emissivity | Useful for passive or visible heat sinks |
| Clear anodizing | Adds corrosion protection | General electronics and industrial use |
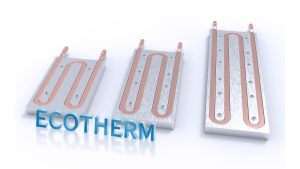
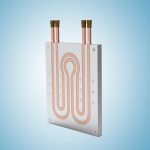
| Heat pipe integration | Moves heat to a larger fin area | When the heat source is away from the main fin stack |
| Vapor chamber integration | Spreads heat under the base | When the heat source is small and dense |
| Fan or shroud assembly | Improves forced convection | Higher power density or ducted airflow systems |
Practical rule: extrusion controls the base profile cost; machining, coating, and thermal integration control the final application performance.
Aluminum Extrusion Heat Sink Turnkey Services: What Should Be Included?
Searchers looking for aluminum extrusion heat sink turnkey services usually do not want only a raw aluminum profile. They need a finished, ready-to-install heat sink.
A complete turnkey service should include drawing review, material selection, extrusion die design, profile extrusion, CNC machining, surface treatment, inspection, packaging, and delivery support.
| Turnkey step | What should be included | Why it matters |
|---|---|---|
| Drawing review | Check wall thickness, fin spacing, base thickness | Avoid extrusion and assembly problems |
| Material selection | AL6063, AL6061, AL1050 or other alloy | Balance conductivity, strength, and cost |
| Die design | Custom extrusion die | Determines profile consistency |
| Extrusion | Profile production and straightening | Creates the heat sink body |
| Cutting | Cut to final length | Controls finished size |
| CNC machining | Holes, slots, tapping, flatness | Makes the part ready for assembly |
| Surface treatment | Anodizing, plating, coating | Improves corrosion resistance and appearance |
| Inspection | Dimensions, flatness, surface quality | Reduces assembly risk |
| Packing | Protection, labeling, batch control | Important for international shipment |
Practical rule: a supplier should not only say “we can extrude.” For custom projects, ask whether they can deliver a finished heat sink according to your drawing.
When Should You Choose Aluminum Heatsink Extrusions?
Choose aluminum heatsink extrusions when the project needs a cost-effective air-cooled solution with a stable profile and repeatable production.
Extrusion is especially suitable when one profile can be cut into different lengths or used across several product models.
| Project condition | Is extrusion a good fit? | Reason |
|---|---|---|
| Long straight heat sink | Yes | Continuous profile can be cut to length |
| One-way airflow | Yes | Straight fins match the airflow path |
| Medium-to-high volume | Yes | Unit cost improves after tooling |
| Cost-sensitive product | Yes | Lower unit cost than many custom machining options |
| Need CNC holes or slots | Yes | Easy to add after extrusion |
| Aluminum enclosure with fins | Yes | Cooling and structure can be combined |
| Pin fins or 3D fins | Usually no | Cold forging or CNC may fit better |
| Ultra-thin dense fins | Usually no | Skived heat sink may be better |
When Is Extrusion Not the Best Choice?
Extrusion is not the best process when the design needs extremely thin fins, complex 3D geometry, strong heat spreading under a small source, or very high power density.
| Requirement | Better option |
|---|---|
| Very thin, high-density fins | Skived heat sink |
| Pin fins or radial fins | Cold forged heat sink |
| Heat source far from fin stack | Heat pipe cooling module |
| Small dense hot spot | Vapor chamber heat sink |
| Very high power | Liquid cold plate |
| Complex machined structure | CNC machining |
| Low-volume test part with frequent changes | CNC or skived heat sink |
Practical rule: start with extrusion for cost control, but switch processes when fin density, airflow, or heat spreading becomes the bottleneck.
How to Request a Custom Aluminum Heat Sink Extrusion Quote
A clear drawing and thermal requirement can reduce quotation time and avoid redesign later.
If you are not sure which profile is suitable, send the heat source size, power, airflow, available space, and target quantity. The supplier can then suggest a standard profile, modified extrusion, or new custom die.
| Required data | Example |
|---|---|
| Drawing file | STEP, DXF, PDF, 2D drawing |
| Heat source size | 20 × 20 mm chip, 60 × 60 mm module |
| Power / TDP | 50 W, 150 W, 500 W |
| Maximum temperature | Case temperature or junction temperature |
| Available space | Length, width, height |
| Airflow | Natural convection, fan cooling, ducted airflow |
| Preferred alloy | AL6063, AL6061, AL1050, or unknown |
| Profile type | Straight fin, radial, flat-back, enclosure |
| Machining needs | Holes, slots, tapping, milling, flatness |
| Surface treatment | Clear anodizing, black anodizing, nickel plating |
| Quantity | Prototype, pilot run, mass production |
| Target cost | Needed for process selection |
FAQ
What are aluminum heatsink extrusions?
Aluminum heatsink extrusions are finned aluminum profiles made by pushing aluminum through a die. They are used to dissipate heat from electronics, power modules, LEDs, inverters, and industrial devices.
What alloy is best for aluminum extrusion heat sink profiles?
AL6063 is usually the first choice. It offers good thermal conductivity, good extrusion quality, and a clean surface finish. AL6061 is stronger, but less ideal for complex thin fins.
Are custom aluminum heat sink extrusions expensive?
They are cost-effective at volume. The main upfront cost is the extrusion die. After tooling, extrusion usually provides lower unit cost than full CNC machining for repeat production.
Can aluminum heat sink extrusions be CNC machined?
Yes. Cutting, drilling, tapping, slot milling, surface flattening, and mounting hole machining are common secondary processes after extrusion.
Does anodizing improve heat sink performance?
Yes, mainly in passive cooling. Black anodizing improves emissivity and corrosion resistance. In forced-air systems, anodizing is often more important for surface protection than thermal gain.
When should I not use an extruded heat sink?
Do not use extrusion when the design needs ultra-thin fins, pin fins, complex 3D geometry, remote heat transport, or liquid cooling. Skiving, forging, heat pipes, vapor chambers, or cold plates may be better.