Which Liquid Cold Plate Manufacturing Process is Best? An Engineering Guide

There is no single “best” manufacturing process for a liquid cold plate.
The optimal choice is strictly dictated by your system’s required heat flux density, maximum burst pressure, spatial footprint, and budget.
As a general engineering rule: use Friction Stir Welding (FSW) for large-format, cost-effective cooling (like ESS or EV batteries); spec Vacuum Brazing for ultra-complex 3D micro-channels in tight spaces; rely on TLP Diffusion Bonding for aerospace-grade extreme pressure tolerance; and choose Tube-Embedded designs when galvanic corrosion isolation and budget are your primary concerns.
The Cold Plate Selection Matrix
To help you bypass the marketing fluff and make data-driven decisions, we have engineered the following selection matrix based on standard industrial tolerances and thermal performance capabilities:
| Manufacturing Process | Best For (Target Application) | Internal Channel Complexity | Max Burst Pressure Tolerance | Relative Cost at Volume |
| Friction Stir Welding (FSW) | Large-format plates (>1 meter), ESS, EV battery packs | Low to Medium (2D routing) | High (Solid-state joint) | Low to Medium |
| Vacuum Brazing | Optical modules, HPC, compact high-heat-flux systems | Very High (3D Micro-channels) | Medium to High | High |
| TLP Diffusion Bonding | Aerospace, defense, extreme high-pressure loops | High | Extreme (Parent-metal strength) | Very High |
| Tube-Embedded | Corrosive coolants, industrial drives, cost-sensitive projects | Medium (Constrained by bend radius) | High (Tubing acts as pressure vessel) | Lowest |
| Gun-Drilled | Semiconductor fab equipment, heavy machinery | Lowest (Straight intersecting lines only) | Extreme (Solid block construction) | Medium |
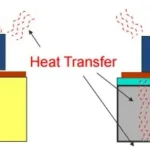
Matching the Process to Your Thermal Challenge
1.Friction Stir Welding (FSW): The King of Large-Scale Aluminum
Friction Stir Welding (FSW) cold plates utilize a solid-state joining process. Because the aluminum never actually reaches its melting point, there is zero risk of porosity, shrinkage, or thermal cracking in the weld seam.
The Engineering Reality: FSW is incredibly fast and produces a joint with near parent-metal strength. It is the absolute industry standard for oversized cooling panels (like energy storage cabinets) where putting a massive 2-meter plate into a vacuum furnace is physically impossible or economically unviable.
2.TLP Diffusion Bonding: For Extreme Environments
Originally developed for superalloys, Transient Liquid Phase (TLP) diffusion bonding creates joints at the atomic level.
The Engineering Reality: Unlike brazing, TLP diffusion bonded cold plates do not leave a traditional seam. The two halves become a single, monolithic block of metal. This is specified almost exclusively for military, aerospace, and high-risk industrial applications where a leak or seam rupture under extreme burst pressure would result in catastrophic failure.



3.Tube-Embedded Cold Plates: The Cost-Effective Isolator
A common misconception is that sophisticated welding is always required. In reality, mechanically pressing a continuous copper or stainless steel tube into an aluminum base plate is often the smartest engineering choice.
The Engineering Reality: A tube-embedded cold plate completely isolates the coolant from the aluminum base. This means you can run highly corrosive, uninhibited water through a stainless steel tube without the risk of galvanic corrosion, all while keeping the lightweight and low-cost benefits of an aluminum plate. Because the tube is continuous, there are zero internal weld joints to leak.
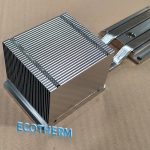
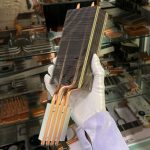
4.Vacuum Brazing: Mastering the Micro-Channel
When your heat flux is concentrated in a tiny area (e.g., high-power IGBTs or advanced CPUs), you need maximum internal surface area.
The Engineering Reality: Vacuum brazing allows us to bond highly dense, folded fins or intricate CNC-machined micro-channels between a base and a cover plate. Conducted in an oxygen-free furnace without flux, the internal fluid paths remain 100% clean and pristine. If you need maximum cooling in minimum volume, this is your only viable path.
How to Make Your Final Choice
Do not select a manufacturing process based on what sounds the most advanced. Select it based on your actual thermal load, pressure drop (Delta P) limits, and spatial constraints. Over-engineering a cold plate (e.g., specifying TLP bonding for a simple commercial inverter) will unnecessarily inflate your bill of materials (BOM) cost.
If you are unsure which process balances thermal performance and cost for your specific CAD design, our thermal engineering team is here to help.
Contact Ecotherm: Support@ecothermgroup.com